If you like reading this blog, be sure to check out our Film Blog, featuring new content from the world of Plastic Films!

September 26, 2017
Sign Up to Join the Extrusion Industry's Largest Conference
Plastic extrusion professionals are invited to the upcoming Extrusion 2017 conference, advertised as the lone conference focused on every part of the extrusion industry. Hosted in Charlotte, North Carolina from October 18th through October 20th, visitors will get the chance to attend seminars, participate in focused breakout groups, and network with fellow professionals from across North America. Check out their website for complete details on the conference, including how to register.
Website Link
Direct Registration Link
September 7, 2017
Bryan Hauger Consulting Joins the Plastics Pipe Institute
We're pleased to announce that Bryan Hauger Consulting is now officially a member of the Plastics Pipe Institute. PPI is the world's foremost organization dedicated to increasing awareness and market share of plastic pipe products, and they boast a vast network of industry contacts. In a statement, Dr. Bryan Hauger was enthusiastic to be a part of PPI. "The strength of the industry representation and the long-term relationships makes PPI membership valuable for everyone in the plastic pipe industry. I look forward to scheduling meetings with old friends and exploring new business opportunities at PPI." To see a list of current PPI members and to learn more about the organization, visit their website.
Creep and Stress Relaxation by Rich Geoffroy
The major difference between plastics and more traditional materials is the time-dependent viscoelastic behavior of polymers. Plastic parts under load relax with time if they are maintained at a controlled deformation (stress relaxation), or they continue to deform if they are held under a constant load (creep). Traditional materials like steel, concrete, or glass, usually exhibit a certain “strength” as measured under short-term conditions. Engineers can design a part below the short-term strength limitation and expect the part to perform continuously without failure. Plastic parts, on the other hand, can fail in service at stresses which are as low as 30% to 50% of their short-term values (creep rupture).
With the properties of a polymer changing with time, how can one design a plastic part for long-term service, or expect to estimate its long-term performance --- by monitoring the change in the material’s properties over time and projecting that performance to the expected service life. Creep is probably the most widely studied long-term property, as a result there is an abundance of data available in the literature and from resin manufacturers. Creep data is usually expressed as “apparent creep modulus” as a function of the logarithm of time under constant load (assumed to be constant stress). Remember that modulus is the ratio of stress over strain; therefore, apparent creep modulus is the constant stress divided by the actual measured strain (the deformation which changes with time). Creep measurements are probably the easiest long-term tests to perform --- one simply sets up the specimen, hangs a weight on it, and periodically measures and records the change in deflection. Tensile creep is probably the “purest” data, but it isn’t the most common creep data available, most likely due to gripping and slippage difficulties. Compressive creep is reserved primarily for rubbers and elastomers where stress relaxation and compressive flow are important performance parameters for long-term service.
Flexural creep taken in a 3-point bend arrangement is most widely performed, generally because it is the easiest to set up and monitor. A rectangular bar is supported horizontally by two steel pins and a weight is placed at the midpoint of the two supports. A dial indicator at the location of the weight monitors the deflection with time.
One limitation with flex creep is that it is not a “pure” stressed state. The constant stress is calculated as the maximum “fiber” stress that occurs directly under the load on the underside surface of the bar --- this is the only point at which that maximum fiber stress exists. Actually, the stress distribution through the bar varies from tensile on the underside surface to compressive stress on the topside surface. The compressive stress tends to inhibit the deflection of the specimen. Also, as the specimen deflects, the bar must move along the supports to accommodate the deflection. If the calculated fiber strain on the underside surface exceeds about 5%, a significant portion of the constant load is consumed as the driving force to “pull” the specimen through the supports --- rather than merely bend the specimen. Therefore, the “constant” stress begins to decrease as the experiment continues. In addition, at some strain level, probably around 5%, the actual strain on the bar at the point of loading stops increasing --- no further curvature occurs in the central area of the specimen --- but the specimen continues to bend toward the ends of the bar as it slides through the supports. Inasmuch as the apparent fiber strain is calculated based on the amount of deflection from the original horizontal position, the method begins to yield erroneous data. Therefore, flexural creep experiments, although informative and easy to perform, can lead to somewhat conservative (optimistic) or even erroneous results. Care should be taken on the interpretation of these data. Creep occurs in all plastic parts which are under stress. The higher the stress and the longer the part is under the stress dictates whether or not creep may be a significant factor in the performance of a part.
Stress relaxation and creep are the same phenomenon except that one looks at it from a different perspective. Polymers under constant stress creep because the material is constantly attempting to relax the stress. In the same vein, plastics stress-relax under constant strain because the stretched polymer chains are constantly attempting to creep or flow to relieve the stress caused by the stretching. The ideal way to generate stress relaxation data is to take a specimen, put it under a particular strain in a tensile machine and monitor the stress as it decays with time. The problem is that the machine is tied up for long periods of time --- but, it is by far the best way to develop accurate stress relaxation data. An alternative approach is to use the creep modulus data to estimate the stress relaxation at some point in time. A word of caution, however: compare the apparent creep modulus to the original short term modulus of the material --- don’t compare the time-dependent creep modulus to the modulus at 100 hours, the typical origin for a logarithmic curve (this is not the modulus at zero time, but the creep modulus at 1 hour --- by this time most polymers will have relaxed about 20% of the initial load). Keep in mind that flexural creep data may be somewhat conservative, and somewhat misleading at strains significantly beyond 5%.
In a paper entitled, “Pull-Out Forces on Joints in Polyethylene Pipe Systems”, the authors, J.L. Husted and D.M. Thompson, listed the following relationship between apparent modulus and time:
Modulus as % of
Time Hours Initial (Instantaneous)Modulus
6 min 0.1 hour 100%
1 hour 1.0 hour 80%
10 hours 10 hours 67%
4 days 100 hours 51%
6 weeks 1000 hours 39%
1.1 years 10,000 hours 30%
11 years 100,000 hours 24%
50 years 438,000 hours 21%
These data were developed for polyethylene, however, interestingly enough, these same estimated relaxations have worked well for predicting stress relaxation in other plastic materials including other polyolefins, acetals, and PVC. Even more useful is the fact that these same apparent relaxations work well as a guideline for estimating the relaxation of polymers at various temperatures, when given the short-term modulus of the material at that temperature.
Creep rupture is another time-dependent property that one often needs to estimate for long-term performance. In this property, one is not so interested in the amount of deflection over time, rather one is more interested in estimating the time-to-failure (rupture) under a constant load or stress. This property is commonly used to “predict” the time-to-failure for plastic piping materials. By using high pressures to generate short times-to-failure, and successively using reduced pressures on other specimens to produce respectively longer failure times, one can develop a relationship of the logarithm of time-to-failure as a function of stress. This same relationship can be developed using tensile bars at various stresses. The use of time on a logarithmic scale allows one to utilize short-term data to estimate performance at much longer times. Usually the limit of realistic extrapolation is confined to one log decade, i.e., with 1000 hours (6 weeks) of data one can expect reasonable projections to 10,000 hours (13 months), etc. A number of statistical parameters can also be applied to the data to establish the “reasonableness” of the model. It isn’t necessary to develop actual field data to determine how a product will perform in the long-term, nor is it necessary to design a plastic part by the “guestimating” approach. Long-term performance can be reasonably estimated using simple testing techniques with the application of adequate statistical methods.
Sign Up to Join the Extrusion Industry's Largest Conference
Plastic extrusion professionals are invited to the upcoming Extrusion 2017 conference, advertised as the lone conference focused on every part of the extrusion industry. Hosted in Charlotte, North Carolina from October 18th through October 20th, visitors will get the chance to attend seminars, participate in focused breakout groups, and network with fellow professionals from across North America. Check out their website for complete details on the conference, including how to register.
Website Link
Direct Registration Link
September 7, 2017
Bryan Hauger Consulting Joins the Plastics Pipe Institute
We're pleased to announce that Bryan Hauger Consulting is now officially a member of the Plastics Pipe Institute. PPI is the world's foremost organization dedicated to increasing awareness and market share of plastic pipe products, and they boast a vast network of industry contacts. In a statement, Dr. Bryan Hauger was enthusiastic to be a part of PPI. "The strength of the industry representation and the long-term relationships makes PPI membership valuable for everyone in the plastic pipe industry. I look forward to scheduling meetings with old friends and exploring new business opportunities at PPI." To see a list of current PPI members and to learn more about the organization, visit their website.
Creep and Stress Relaxation by Rich Geoffroy
The major difference between plastics and more traditional materials is the time-dependent viscoelastic behavior of polymers. Plastic parts under load relax with time if they are maintained at a controlled deformation (stress relaxation), or they continue to deform if they are held under a constant load (creep). Traditional materials like steel, concrete, or glass, usually exhibit a certain “strength” as measured under short-term conditions. Engineers can design a part below the short-term strength limitation and expect the part to perform continuously without failure. Plastic parts, on the other hand, can fail in service at stresses which are as low as 30% to 50% of their short-term values (creep rupture).
With the properties of a polymer changing with time, how can one design a plastic part for long-term service, or expect to estimate its long-term performance --- by monitoring the change in the material’s properties over time and projecting that performance to the expected service life. Creep is probably the most widely studied long-term property, as a result there is an abundance of data available in the literature and from resin manufacturers. Creep data is usually expressed as “apparent creep modulus” as a function of the logarithm of time under constant load (assumed to be constant stress). Remember that modulus is the ratio of stress over strain; therefore, apparent creep modulus is the constant stress divided by the actual measured strain (the deformation which changes with time). Creep measurements are probably the easiest long-term tests to perform --- one simply sets up the specimen, hangs a weight on it, and periodically measures and records the change in deflection. Tensile creep is probably the “purest” data, but it isn’t the most common creep data available, most likely due to gripping and slippage difficulties. Compressive creep is reserved primarily for rubbers and elastomers where stress relaxation and compressive flow are important performance parameters for long-term service.
Flexural creep taken in a 3-point bend arrangement is most widely performed, generally because it is the easiest to set up and monitor. A rectangular bar is supported horizontally by two steel pins and a weight is placed at the midpoint of the two supports. A dial indicator at the location of the weight monitors the deflection with time.
One limitation with flex creep is that it is not a “pure” stressed state. The constant stress is calculated as the maximum “fiber” stress that occurs directly under the load on the underside surface of the bar --- this is the only point at which that maximum fiber stress exists. Actually, the stress distribution through the bar varies from tensile on the underside surface to compressive stress on the topside surface. The compressive stress tends to inhibit the deflection of the specimen. Also, as the specimen deflects, the bar must move along the supports to accommodate the deflection. If the calculated fiber strain on the underside surface exceeds about 5%, a significant portion of the constant load is consumed as the driving force to “pull” the specimen through the supports --- rather than merely bend the specimen. Therefore, the “constant” stress begins to decrease as the experiment continues. In addition, at some strain level, probably around 5%, the actual strain on the bar at the point of loading stops increasing --- no further curvature occurs in the central area of the specimen --- but the specimen continues to bend toward the ends of the bar as it slides through the supports. Inasmuch as the apparent fiber strain is calculated based on the amount of deflection from the original horizontal position, the method begins to yield erroneous data. Therefore, flexural creep experiments, although informative and easy to perform, can lead to somewhat conservative (optimistic) or even erroneous results. Care should be taken on the interpretation of these data. Creep occurs in all plastic parts which are under stress. The higher the stress and the longer the part is under the stress dictates whether or not creep may be a significant factor in the performance of a part.
Stress relaxation and creep are the same phenomenon except that one looks at it from a different perspective. Polymers under constant stress creep because the material is constantly attempting to relax the stress. In the same vein, plastics stress-relax under constant strain because the stretched polymer chains are constantly attempting to creep or flow to relieve the stress caused by the stretching. The ideal way to generate stress relaxation data is to take a specimen, put it under a particular strain in a tensile machine and monitor the stress as it decays with time. The problem is that the machine is tied up for long periods of time --- but, it is by far the best way to develop accurate stress relaxation data. An alternative approach is to use the creep modulus data to estimate the stress relaxation at some point in time. A word of caution, however: compare the apparent creep modulus to the original short term modulus of the material --- don’t compare the time-dependent creep modulus to the modulus at 100 hours, the typical origin for a logarithmic curve (this is not the modulus at zero time, but the creep modulus at 1 hour --- by this time most polymers will have relaxed about 20% of the initial load). Keep in mind that flexural creep data may be somewhat conservative, and somewhat misleading at strains significantly beyond 5%.
In a paper entitled, “Pull-Out Forces on Joints in Polyethylene Pipe Systems”, the authors, J.L. Husted and D.M. Thompson, listed the following relationship between apparent modulus and time:
Modulus as % of
Time Hours Initial (Instantaneous)Modulus
6 min 0.1 hour 100%
1 hour 1.0 hour 80%
10 hours 10 hours 67%
4 days 100 hours 51%
6 weeks 1000 hours 39%
1.1 years 10,000 hours 30%
11 years 100,000 hours 24%
50 years 438,000 hours 21%
These data were developed for polyethylene, however, interestingly enough, these same estimated relaxations have worked well for predicting stress relaxation in other plastic materials including other polyolefins, acetals, and PVC. Even more useful is the fact that these same apparent relaxations work well as a guideline for estimating the relaxation of polymers at various temperatures, when given the short-term modulus of the material at that temperature.
Creep rupture is another time-dependent property that one often needs to estimate for long-term performance. In this property, one is not so interested in the amount of deflection over time, rather one is more interested in estimating the time-to-failure (rupture) under a constant load or stress. This property is commonly used to “predict” the time-to-failure for plastic piping materials. By using high pressures to generate short times-to-failure, and successively using reduced pressures on other specimens to produce respectively longer failure times, one can develop a relationship of the logarithm of time-to-failure as a function of stress. This same relationship can be developed using tensile bars at various stresses. The use of time on a logarithmic scale allows one to utilize short-term data to estimate performance at much longer times. Usually the limit of realistic extrapolation is confined to one log decade, i.e., with 1000 hours (6 weeks) of data one can expect reasonable projections to 10,000 hours (13 months), etc. A number of statistical parameters can also be applied to the data to establish the “reasonableness” of the model. It isn’t necessary to develop actual field data to determine how a product will perform in the long-term, nor is it necessary to design a plastic part by the “guestimating” approach. Long-term performance can be reasonably estimated using simple testing techniques with the application of adequate statistical methods.
Hurricane Harvey Coverage
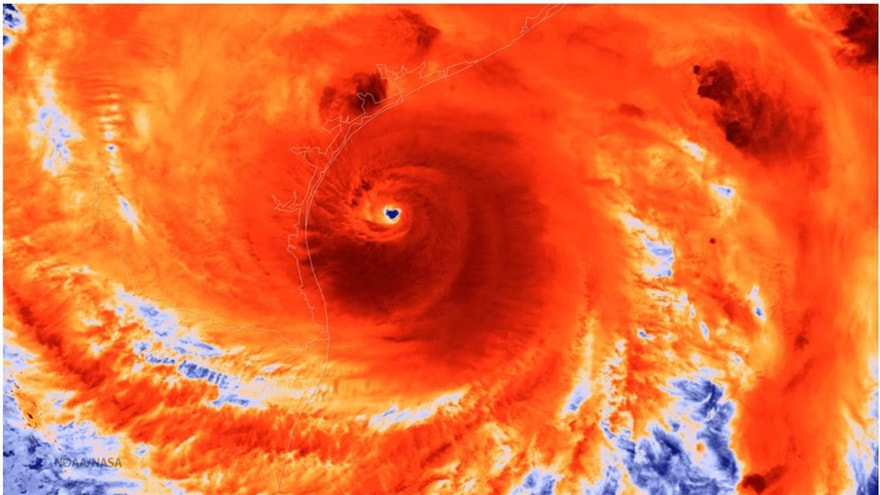
Hurricane Harvey continues to damage Texas
September 1, 2017
Chemical fire out for now, but more concerns still linger
The fires happening at Arkema’s Texas plant have burned out at this point, but there’s still a high level of concern from emergency management officials. Most believe that the remaining chemicals still have a high risk of catching fire soon, and that’s forcing emergency crews to still keep their distance from the facility. On top of all of this, the company is now under some scrutiny for their risk management plan, which may not have had a comprehensive plan for dealing with flooding. Click on the link for additional details on all of the latest developments from Texas.
August 31, 2017
Chemical plant explosion following hurricane-related floods
Chemical producer Arkema’s Texas plant had a few chemical explosions following reactions caused by floodwaters from Hurricane Harvey. The company believes some of the vapor release valves popped, resulting in some fires. While Arkema downplays the toxicity of the burning chemicals, FEMA officials warn the public to avoid the smoke, warning the public about potential harmful side effects. The floodwaters can help to dilute the chemicals, but also makes it more difficult to fight the fires and reach the facility. Read the full article for more details and the latest developments from Texas.
Full Article
August 30, 2017
Hurricane Harvey Batters Houston-area manufacturers, forces shutdowns
Hurricane Harvey’s immediate damage caused in Texas is causing many chemical plants in the Houston area to temporarily shut down. Massive rainfall is resulting in various plastics companies declaring force marjeure. For most of these companies, there’s not a strict timeline on when operations will resume, though some, like Formosa Plastics USA, are setting goals to be open by the end of the week. Check out the full article for an expanded list of company closures.
Read Full Article
Chemical fire out for now, but more concerns still linger
The fires happening at Arkema’s Texas plant have burned out at this point, but there’s still a high level of concern from emergency management officials. Most believe that the remaining chemicals still have a high risk of catching fire soon, and that’s forcing emergency crews to still keep their distance from the facility. On top of all of this, the company is now under some scrutiny for their risk management plan, which may not have had a comprehensive plan for dealing with flooding. Click on the link for additional details on all of the latest developments from Texas.
August 31, 2017
Chemical plant explosion following hurricane-related floods
Chemical producer Arkema’s Texas plant had a few chemical explosions following reactions caused by floodwaters from Hurricane Harvey. The company believes some of the vapor release valves popped, resulting in some fires. While Arkema downplays the toxicity of the burning chemicals, FEMA officials warn the public to avoid the smoke, warning the public about potential harmful side effects. The floodwaters can help to dilute the chemicals, but also makes it more difficult to fight the fires and reach the facility. Read the full article for more details and the latest developments from Texas.
Full Article
August 30, 2017
Hurricane Harvey Batters Houston-area manufacturers, forces shutdowns
Hurricane Harvey’s immediate damage caused in Texas is causing many chemical plants in the Houston area to temporarily shut down. Massive rainfall is resulting in various plastics companies declaring force marjeure. For most of these companies, there’s not a strict timeline on when operations will resume, though some, like Formosa Plastics USA, are setting goals to be open by the end of the week. Check out the full article for an expanded list of company closures.
Read Full Article
© Copyright Bryan Hauger Consulting, Inc., 2017. All rights reserved.

© Copyright Bryan Hauger Consulting Inc. 2014-2024 All rights reserved.